
In manufacturing and industrial environments, sealing technologies prevent leaks and contamination, two issues that can compromise product quality, safety, and efficiency. From chemicals and gases to dust and debris, sealing systems protect both internal operations and the external environment.
What is a Seal?
A seal is a mechanical component that controls the passage of liquids, gases, or particles through joints, interfaces, or enclosures. Seals play a critical role in:
- Containing fluids inside pressurized or moving systems
- Blocking contaminants from entering sensitive equipment
- Keeping workers and environments safe from exposure
Common Seal Types:
- Mechanical seals – spring-loaded and diaphragm-based
- Elastomeric seals – flexible rubber materials
- Magnetic seals – use magnetism to maintain airtight systems
- Labyrinth seals – restrict flow using complex, maze-like paths
In short, sealing technologies prevent leaks and contamination by forming dependable barriers across mechanical systems. They also ensure that the surrounding environment remains safe and free from harmful chemicals, gases, vapors, dusts, and particles that can be released into the atmosphere when products are manufactured.
Why Sealing Technologies Matter
Sealing technologies prevent leaks, and leaks allow materials to escape, while contamination introduces harmful substances into clean systems. Both outcomes threaten your operations and increase costs. Sealing technologies prevent leaks and contamination by:
- Ensuring system integrity during production and storage
- Protecting product purity and equipment functionality
- Minimizing the risk of environmental release
- Complying with industry safety and quality standards
Applications for Standard and Custom Seals
Sealing systems are essential across many manufacturing industries, including:
- Automotive manufacturing
- Energy processing
- Chemical processing
- Communication systems
- Food & beverage
- Pharmaceutical
- Pulp & paper
- Life science and medical device manufacturing
- Semiconductor
These industries often require tight tolerances, cleanliness, and long-term performance—especially when handling critical components or harsh environments. That’s why sealing technologies prevent leaks and contamination in both routine and extreme operating conditions.
Why Seal Failures Happen
Even the best seals can fail if they’re improperly installed or poorly maintained. Common issues include:
- Wrong material selection (e.g., using a silicone seal where Buna-N is needed)
- Incorrect surface prep (e.g., sealing oxidized metals)
- Over- or under-application of sealants
- Inadequate curing or support during installation
- Lack of routine inspections
Preventive care and proper technique are essential to avoid seal failure. Ultimately, sealing technologies prevent leaks and contamination only when applied correctly and maintained consistently.
Choosing the Right Seal Requires Personal Attention
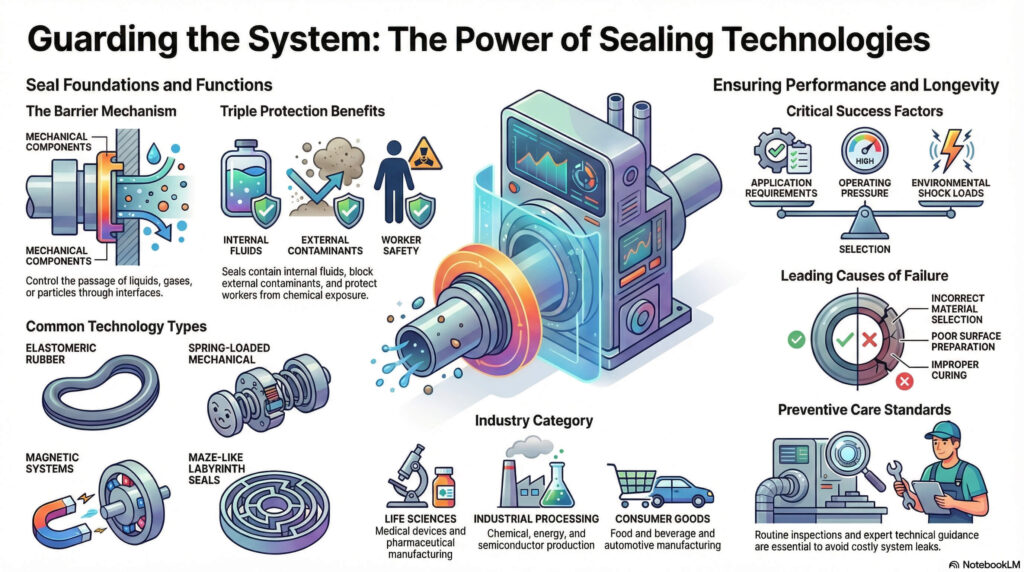
When selecting a sealant, it is important to consider the application requirements, operating conditions and environment, and material or substance being sealed. You must consider such things as tightness of fit, overall integrity of your system and its ability to withstand shock loads that can occur during use. It’s important to consider how much pressure will be applied during operation – will it affect your selected sealing technology? Is it sustainable for your facility?
Choosing the right sealing technology to prevent leaks requires personal attention. So lien on a good sealant supplier who can help you with this process by providing you with different types of products that will meet your demands and keep your system safe from leaks and contamination. When it comes to navigating the niche industry of seals and their complex regulations, it’s best to have an expert you can trust.
Why Work with Sealing Specialties
At Sealing Specialties, we pride ourselves on our team’s expert knowledge and our supplier partner relationships. Our clients can leverage our knowledge and network to obtain the best, most advanced sealing technologies available for their application.
Contact Us
Sealing technologies are the best way to prevent leaks and contamination. You can count on them to keep your system clean and safe.
If you’re unsure which sealing product is right for your equipment, let us help. At Sealing Specialties, we understand how sealing technologies prevent leaks and contamination—and we’re ready to help you apply them correctly.
Contact our team today for product support, technical guidance, or custom sealing solutions.
Need a Quote?
Fill out our quote form to contact us, and a representative will get back to you within 24 hours.